摘要:本文将酸碱洗涤法与氧化再生法有机地结合在一起,对味精中和脱色失活的粉状废活性炭进行再生,并在氧化反应中选用了助氧化剂和催化剂, 试验结果表明, 该法操作简便, 工作环境好,可连续再生,再生后的活性炭质量指标达到国家规定标准 。再生回收率≥85%,适用于味精厂就地再生。
0 引言
活性炭是一种具有特殊结构和性能的微晶质碳,具有大量的孔隙和很大的比表面积,作为吸附剂被广泛地用于食品、医药、化学、水处理等工业。特别是粉状活性炭, 多年来一直供不应求,而粉状活性炭用量较大的一些味精生产厂家却将中和脱色的废活性炭用水冲散弃掉,既污染环境,又造成很大的浪废。因此,需要寻找一条简便易行的活性炭再生方法,以缓和国内对粉状活性炭的需求矛盾。
目前采用的活性炭再生方法分为热再生法和酸碱洗涤法两种。热再生是在加热(750~950℃)过程中使活性炭中吸附的物质发生解吸或热分解,从而达到再生的目的。但该法存在以下缺点:
⑴设备投资大;
⑵技术条件苛刻;
⑶粉尘大,操作环境差;
⑷损失量大,收率小。
因此用于粉状废炭的再生还存在许多困难,效果并不理想。酸碱洗涤法是用酸或碱液将活性炭吸附的物质溶解,从炭中脱出,使活性炭恢复吸附能力。该法设备投资少,工艺简单,但再生后的活性炭吸附能力只能恢复到一定程度,很难达到要求。
本文将酸碱处理法与氧化法结合起来,处理味精用粉状废活性炭,克服了采用单一方法很难使活性炭恢复或接近原吸附能力的缺点,并在讷河味精厂进行了中试,结果表明,再生炭质量良好,各项指标均达国家标准。
1 实验部分
1.1 主要设备和原料
1.5m3搪瓷罐3个;离心机(外径1.2m)1台;
NaOH(98%),盐酸(30%),H2O2(30%),助氧化剂,催化剂,表面活性剂均为工业级。
1.2 工艺流程(如下图)

2 实验结果与讨论
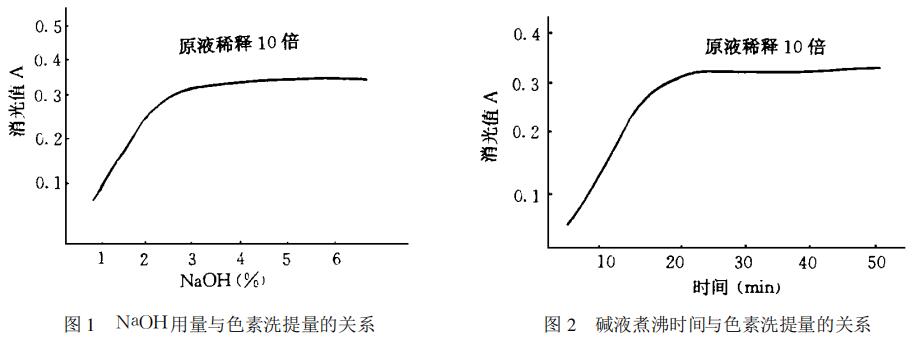
2.1 碱液浓度和煮沸时间的选择
通常谷氨酸钠母液中的杂质主要有色素、蛋白质胶体、无机离子和一些醛、酸 、酚 、醌、胺类等有机物质。用NaOH溶液洗涤,既可将一部分色素及绝大部分蛋白胶体带到炭体外水相,也可使酚、 酸类等有机物质变成易溶于水的盐类。NaOH浓度和煮沸时间与色素洗提量的关系见图1~2。在实验中发现当温度低于80℃时,溶于碱中的部分色素又重新被活性炭吸附,自动回到炭结构中,因此碱洗过滤温度应大于80℃。
2.2 氧化剂、助氧化剂和催化剂用量的确定
碱煮过滤后的活性炭中还有部分杂质未被洗提出来,这是因为在谷氨酸钠中和脱色时, 一些杂质在吸附过程中与活性炭表面的官能团生成化学键,结合较为牢固,用酸碱处理无法使其从炭中脱附,所以需要进行氧化处理。过氧化氢在中性或碱性溶液中是一种中强氧化剂,但单独使用H2O2进行氧化时,再生炭脱色能力不理想。选用助氧化剂后效果明显提高, 同时我们在体系中也加入了一定量的催化剂,以加快氧化反应的速度。通过正交试验,确定H2O2用量为3%,助氧化剂量2.2%,催化剂量0.1%。
2.3 表面活性剂的选择
在碱洗液中,加入一定量的非离子表面活性剂,以助于炭中一些杂质转移到水相,但使用量不宜过大,实验确定0.5%的溶液较好。
2.4 盐酸用量的选择
废炭经过碱煮和氧化处理后,对实物(味精母液)进行脱色,透过率在85~95%之间,用HCl处理除去无机离子等杂质后,透过率普遍可达95%以上。通过实验,认为:4%HCl洗液的效果较好。
2.5 不同厂家活性炭再生后实物脱色效果与新炭的比较
表1 再生炭实物脱色分析结果
| 废炭 | 再生炭 | 新炭 | |||
| 1 | 2 | 3 | |||
| 江苏镇江南化工厂炭 | 4 | 95.2 | 95.5 | 95.3 | 96.8 |
| 鸡西化工五厂炭 | 15.4 | 95.1 | 95.6 | 95.4 | 96.5 |
3 再生炭质量指标
表2 重复再生炭实物脱色比较
| 再生次数 | 第一次 | 第二次 | 第三次 | 新炭 | |||
| 再生前 | 再生后 | 再生前 | 再生后 | 再生前 | 再生后 | ||
| 透过率(%) | 10 | 95.3 | 2 | 94.6 | 0 | 92.3 | 96.5 |
表3 再生炭质量指标检验结果
| 项目 | 再生炭 | 国家标准 |
| A法焦糖脱色力(%) | 93 | ≥90 |
| 干燥减量(%) | 8.6 | ≤10.0 |
| pH值 | 6.5 | 5.0-7.0 |
| 灼烧残渣(%) | 2.6 | ≤4.0 |
| 酸溶物(%) | 0.69 | ≤1.00 |
| 铁含量(%) | 0.04 | ≤0.10 |
| 氯含量(%) | 0.21 | ≤0.25 |
4 结论
在某味精厂中试的结果表明,本文采用的方法再生味精用粉状废活性炭,工艺简单,操作环境好,可连续再生,且再生炭质量良好。该法再生回收率≥85%。